Explore our premium selection of heavy-duty gate, air, butterfly, and check valves designed for reliable flow control.
In modern fluid mechanics and large-scale industrial pipeline engineering, preventing backflow is critical to protecting pumps, high-pressure equipment, and entire processing facilities. Among various non-return valves, the **Swing Type Check Valve** stands out as the fundamental choice for low-pressure drop and unidirectional flow regulation. These valves feature a circular disc that swings on a hinge or shaft. As fluid moves forward, the pressure pushes the disc open, allowing flow. When the flow stops or reverses, gravity and backflow forces slam the disc shut against the seat. This basic mechanical simplicity makes swing check valves highly reliable in wastewater treatment, oil and gas distribution, power plants, and agricultural irrigation networks.
Globally, industrial infrastructure projects demand swing type check valves that can handle massive volumetric flow rates without inducing severe head loss. From the expanding municipal water grid projects in Western Europe to the chemical plants in Southeast Asia and the mining operations in South America, pipeline engineers look for options that minimize maintenance overhead. The global swing type check valve market is experiencing a significant shift toward smart materials, anti-slam accessories (such as external dashpots and levers), and zero-leakage designs. To remain competitive, manufacturers must combine strict metallurgical purity with precision machining to prevent internal seat corrosion and early fatigue failures.
Information Gain Insight: Selecting the correct swing type check valve involves a thorough analysis of fluid viscosity, flow velocity, and the potential risk of water hammer. Over-sizing a swing check valve can lead to the disc fluttering, which causes premature wear of the hinge pin and ultimate valve failure. Our technical R&D department assists clients in matching precise sizing models (Cv calculation) for optimized system performance.
With more than **20 years of manufacturing experience** in producing standard and non-standard valves, KR Valve Group has grown into an international powerhouse in fluid control solutions. We design, manufacture, and supply an extensive range of over **500 valve products**, including high-performance butterfly valves, gate valves, check valves, water control valves, Y-type strainers, and matching pipeline accessories.
Our operations cover water treatment projects, dam construction, commercial buildings, energy and heating systems, and advanced chemical engineering networks. Today, KR Valve's products have been exported to over **50 countries and regions** across Europe, Asia, Africa, South America, and Oceania. We do not just sell valves; we establish mutually beneficial, long-term partnerships, providing professional OEM and custom design services to thousands of brands and contractors globally.

Our systematic approach from initial CAD design to rigorous pressure testing ensures every valve delivers peak performance in the field.
Our engineering department drives continuous product innovation. Using fluid dynamics simulation and modern computer-aided design (CAD), we optimize flow coefficients (Cv) to minimize pressure losses. Our lab provides comprehensive pressure and stress testing to validate performance under extreme application scenarios.
We operate in accordance with the ISO-9001 quality management system. Our workshop is equipped with over 30 sets of high-precision CNC machining equipment, automatic assembly lines, and high-temp casting units. We maintain monthly stock updates to guarantee on-time shipping for major OEM projects.
Our inspection department conducts visual, dimensional, hydrostatic, and pneumatic tests on 100% of finished valves before dispatch. Testing parameters meet global protocols (API 598 and EN 12266). We issue detailed test reports to guarantee structural integrity and zero leakage.
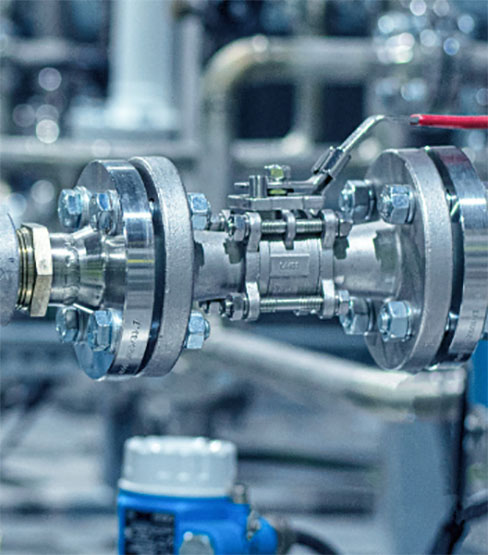
Swing check valves are primarily selected for their low fluid resistance and capacity for high-volume liquid systems. Unlike lift check valves or piston check valves, swing check valves utilize a disc that rotates about a hinge pin located outside the flow passage. This means that at full velocity, the path is almost completely unobstructed, translating to exceptionally high flow coefficients (Cv) and minimal energy losses in pumping stations.
The critical mechanical components of these valves include the **valve body, bonnet, disc, hinge pin, hanger, and seat ring**. For general water distribution, Cast Iron (GG25) or Ductile Iron (GGG40/50) are the industry standard, combining cost-efficiency with high tensile strength. For high-temperature, corrosive, or high-pressure applications, Cast Steel (WCB) or Stainless Steel (CF8/CF8M) is necessary. Hinge pins are traditionally machined from SS304 or SS316 to prevent rotational friction from chemical build-ups. The seat configurations are also vital: a resilient seat (EPDM or NBR) is preferred for municipal clean water to achieve bubble-tight shutoff at lower pressures, while metal-to-metal seating (hardfaced Stellite or bronze rings) is chosen for high-temperature oil and steam pipelines.
Depending on geographic demographics and sector demands, localized applications for swing type check valves require distinct customizations:
China remains the epicenter of the global valve manufacturing sector due to its integrated industrial clusters, supply chain scale, and specialized workforce. A major competitive advantage of sourcing from Chinese suppliers is the cost-performance ratio. Our casting, molding, heat treatment, machining, and testing facilities are situated in close geographic proximity, which reduces logistics overhead and lead times.
At KR Valve, we leverage this domestic efficiency to implement absolute quality control without price inflation. Our factory maintains **15 advanced machining stations and automated assembly lines**. By controlling every step of the process—from sourcing raw ductile iron to testing the finished assemblies—we can adjust to client-specified designs (such as customized face-to-face dimensions or specialized paint coatings) far more rapidly than Western suppliers.
As the world moves toward Industry 4.0, fluid transmission networks are undergoing rapid modernization. Sourcing managers are seeking smart valve integrations. The swing type check valve is no exception; modern systems utilize proximity sensors on the hinge pin to feed real-time disc position data back to SCADA control centers. This allows engineers to predict wear patterns and prevent pipe breaks.
Furthermore, international sustainability certifications are becoming mandatory. Valves must comply with lead-free regulations (such as NSF/ANSI 61 for potable water) and fugitive emission standards (like ISO 15848) for hazardous chemicals. KR Valve is actively innovating in this area, engineering eco-safe coatings and non-toxic EPDM seat compounds to support global green transition projects.
Why industrial procurement officers choose KR Valve as their primary long-term supplier.
We promote our independent brand "KR" globally, while offering complete, confidential OEM and private-label manufacturing services to leading multinational valve brands.
Our factory operates 15 heavy machining centers and manual assembly bays run by experienced technicians to ensure precision alignment of every swing disc.
With 20 core series and over 500 catalog items, we supply ANSI, DIN, JIS, and BS standard products alongside custom fabrications.
We monitor the chemical composition of raw materials and physical tolerances of all internal parts before they are built into the final valve structure.
Through efficient raw material sourcing and lean production planning, we offer competitive wholesale prices directly from our factory floor.
Our dedicated engineering and customer service teams provide technical pre-sales advice and rapid, round-the-clock post-installation support.
Take a look inside our manufacturing floor, testing labs, and warehouse facilities.
From municipal waterworks to chemical processing facilities, KR Valve delivers reliability across international borders.

KR supplied various custom high-pressure water control valves and safety valves to withstand the severe environmental conditions of high-altitude dam installations.

Supplied large-diameter flanged concentric butterfly valves and corresponding swing check valves, meeting all EU pressure and sanitation standards.

Designed and supplied non-clogging check valves and ductile iron gate valves to handle highly viscous sewage sludge with high solid concentrations.

Delivered a series of corrosion-resistant, full-PTFE-lined butterfly and ball valves to safely manage acidic chemical compounds.

Provided forged steel gate valves and high-integrity ball valves rated for extremely low temperatures, ensuring zero leakages under winter conditions.

Supplied standard and customized water control valves for a municipal wastewater expansion program, improving overall process efficiency.
Select a product category to learn more about our standard sizing and material availability.
Manual malleable iron handle operation for quick, local shutoff.

Non-rising stem design featuring EPDM coated wedge for zero seat leakages.

Flanged EPDM ball return valve designed specifically for wastewater pumps.

Flanged cast carbon steel basket filters containing SS304 mesh screens.

Common questions asked by engineering consultants and industrial procurement officers.
Complete your flow control system with our specialty check, butterfly, and ball valves.