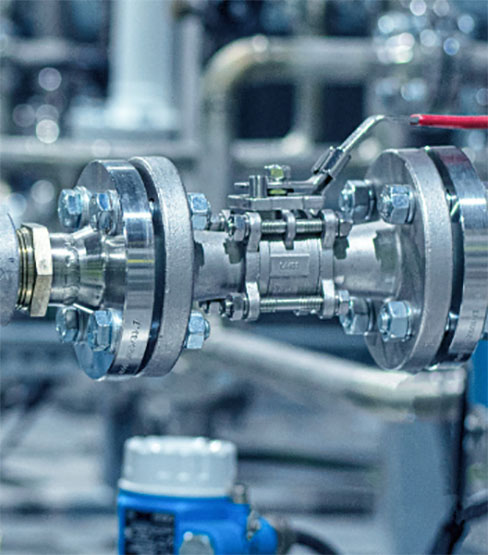
Explore our highly-durable, precision-engineered flow control mechanisms utilized across international pipelines, waterworks, and processing plants.
KR possesses more than 20 years of experience in producing standard and non-standard valves of various types. We supply a wide selection of over 500 valve products, including butterfly valves, gate valves, check valves, water control valves, as well as all their matching and accessory products. These products have applications in various industries such as water treatment, dam construction, commercial buildings, energy and heating, chemical engineering, etc. We have won high repeat purchase rates from customers with excellent product variety and quality.
Beyond product excellence, we are dedicated to creating a mutually beneficial partnership with every customer. We believe that reliable service is as crucial as superior products, and we strive to continuously optimize the customer experience to achieve long-term win-win cooperation. Today, KR VALVE’s products have been exported to over 50 countries and regions in Europe, Asia, Africa, and Oceania.

A Comprehensive Analysis of Air Management in High-Pressure Fluid Networks and Factory Manufacturing Dynamics
In pressurized pipeline systems, entrained air is an inevitable hazard. When water grids are filled, large volumes of atmospheric air are trapped. Even during normal operations, dissolved air escapes from fluid due to fluctuations in pressure and temperature, forming localized air pockets. Without the implementation of robust air valve release mechanisms, these air pockets naturally migrate to the high points of the pipeline profile.
The presence of pocketed air acts as a physical restriction, reducing the effective cross-sectional flow area of the pipe. This constriction increases head losses and pump energy consumption. Worse still, moving air pockets can trigger severe pressure transients (water hammer), resulting in pipe rupture, seal failures, and catastrophic collapse under vacuum conditions when pipelines are drained.
Modern fluid networks utilize three primary categories of air valves to manage gaseous accumulation. High-performing global facilities design and specify these types to match precise industrial operational requirements:
Selecting a certified manufacturer from China offers key technical advantages. As a primary global manufacturing hub, Chinese facilities leverage complete industrial supply chains to produce highly competitive, engineered flow control products.
At KR Valve, our state-of-the-art foundry and CNC machining workshops utilize high-grade materials like Ductile Iron GGG40/50, Cast Steel WCB, and Stainless Steel CF8/CF8M. High precision machining combined with automated epoxy coating applications ensures superior corrosion resistance for demanding service environments. China's rapid prototyping and scalable production lines allow for efficient customized configurations, meeting standard ANSI, DIN, BS, and JIS standards.
Our dedicated R&D department drives continuous design innovation. Technicians leverage modern testing labs to evaluate performance parameters, ensuring every valve meets specific market and customer needs across 20 series and over 500 varieties.

Operating under ISO-9001 quality management systems, our production department coordinates schedules monthly to guarantee prompt delivery. Our workshops house over 30 advanced machining systems to process bulk and custom orders efficiently.

Our core principle is zero leakage. The inspection department carries out 100% inspections on size, surface finish, and hydraulic pressure testing in alignment with international standards, delivering certified compliance documentation with every batch.

Strategic partnerships built on premium component sourcing, rigid quality controls, and comprehensive service delivery.
We supply products under our own recognized "KR" brand while providing comprehensive OEM/ODM custom branding and dimensional configuration services for global distribution partners.
Equipped with 15 specialized machining tools and high-efficiency assembly lines, operated by experienced industrial professionals.
Offering over 20 product series and 500+ distinct valve varieties engineered to fit both international specifications and custom metrics.
Every single valve body, disk, float, and seal is subjected to dimensional checks and hydrostatic test pressures prior to assembly.
By optimizing in-house production processes and reducing material waste, we provide highly competitive pricing structures directly from our facility.
Our responsive support teams are available 24/7, providing engineering consultancies, sizing help, and installation guidelines.

Modern fluid networks require robust air release valves to support regional industrial applications:
For engineering procurement, key details must be defined:
The valve industry is incorporating new designs to improve safety and longevity:


See how KR Valves are deployed across critical infrastructure projects around the world.

KR supplied water control valves to manage high-pressure hydraulic flows in deep mountain discharge channels.

Delivery of large-diameter butterfly and check valves for regional water supply lines.

Reliable gate and check valves deployed to handle abrasive sludge mixtures in waste management loops.

Supply of corrosion-resistant, polymer-lined valves to handle corrosive industrial chemicals.

High-integrity gas-rated ball and gate valves operating under extreme sub-zero temperatures.

Comprehensive valve configurations to optimize raw wastewater flow control and minimize air entrapment.
Technical answers to common engineering questions regarding the application and operation of air release systems.
Explore our main product lines designed to support fluid handling, industrial isolation, and pressure regulation.




Explore our range of flow-regulating and pressure-reducing valves designed for high-demand municipal and industrial networks.