


1 / 3
| Valve Type: | 100X float valve | Structure: | Diaphragm type |
| Standard: | BS/API/DIN/JIS | Workmanship: | Investment casting |
| Sealing direction: | Single-directional | Sealing grade: | Zero leakage |
| Temperature: | 0°C < T < 80°C | Operation: | Automatic |
The 100X diaphragm remote control floating valve is a hydraulically-operated liquid level control valve, the core of which is used for automatic water replenishment and liquid level stabilization of pools, water towers, etc. The switch is realized by the hydraulic differential and the float ball pilot valve linkage, no external power is required, the control is accurate and the maintenance is convenient.

The floating valve completely relying on pipeline water pressure drive, no external power supply, motor or pneumatic device is required, which not only saves electricity cost and power equipment procurement cost, but also can operate stably in remote scenes.
The liquid level control is automatic in the whole process, requiring no specially-assigned person to watch over. It accurately avoids overflow and water shortage, especially suitable for high-rise buildings and industrial plants.
Not limited by installation direction or height. The main valve and float valve are flexibly connected through the conduit. The liquid level accuracy can be slightly adjusted via the needle valve during commissioning.

Applied to automatic water inlet control of clean water tanks, urban reservoirs, and water towers. It adapts to water pressure fluctuations in municipal pipe networks and reduces operation costs.



| Part name | Body | Stem | Seal | Ball |
|---|---|---|---|---|
| Material | Ductile iron, cast steel, Stainless steel | Stainless steel | EPDM/NBR | Stainless steel |
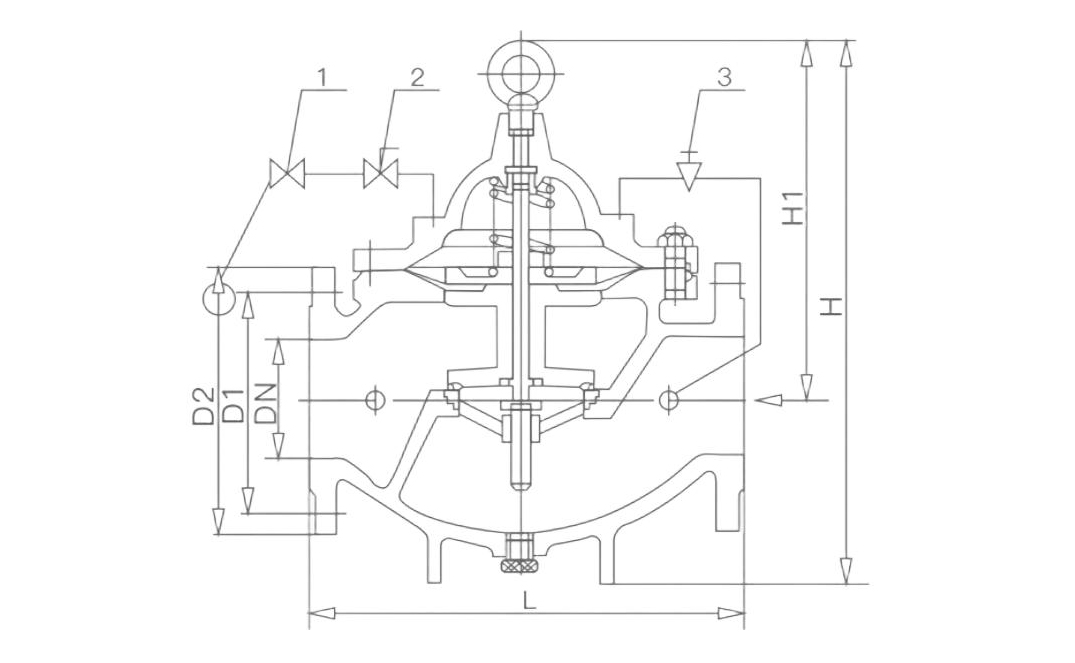
| DN Nominal diameter | 50 | 65 | 80 | 100 | 125 | 150 | 200 | 250 | 300 | 350 | 400 | 450 | 500 | 600 | 700 | 800 | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| L | PN1.0MPa | 241 | 234 | 280 | 360 | 430 | 455 | 585 | 790 | 900 | 900 | 962 | 962 | 1076 | 1232 | 1437 | 1750 |
| PN1.6MPa | 241 | 234 | 280 | 360 | 430 | 455 | 587 | 794 | 900 | 900 | 962 | 962 | 1076 | 1232 | 1437 | 1750 | |
| H1 | 152 | 145 | 167 | 232 | 288 | 342 | 413 | 502 | 600 | 600 | 685 | 685 | 880 | 1050 | 1225 | 1400 | |
| H | 250 | 250 | 271 | 375 | 455 | 502 | 636 | 781 | 913 | 913 | 1035 | 1035 | 1300 | 1535 | 1793 | 2022 | |
Standard export wooden case packaging










